數控等離子切割機的安裝調試及驗收
數控等離子切割機的安裝、調試和驗收是等離子切割機前期管理的重要環節。當等離子切割機運到后,首先要進行安裝、調試、并進行試運行,精度驗收合格后才能交付使用。多數數控等離子切割機都是分解為部件裝箱運輸,到位后再進行組裝和重新調試。
一、數控等離子切割機的安裝
一般數控等離子切割機的安裝可按以下步驟進行。
1. 開箱核查
數控等離子切割機到位后,等離子切割機管理部門要及時組織等離子切割機管理人員、等離子切割機安裝人員、以及各采購員等開箱檢查,如果是進口等離子切割機,還須有進口商務代理海關商檢人員等。檢驗的主要內容是:1)裝箱單;2)校對應有的隨機操作、維修說明書、圖樣資料、合格證等技術文件;3)按合同規定,對照裝箱單清點附件、備件、工具的數量、規格及完好狀況;4)檢查主機、數控柜、操作臺等有無明顯碰撞損傷、變形、受潮、銹蝕等,并填寫“等離子切割機開箱驗收登記卡”存檔。
開箱驗收如果發現貨物損壞或遺漏,應及時與有關部門或外商聯系解決。尤其是進口等離子切割機,應注意索賠期限。
2. 安裝前的準備工作
認真閱讀理解等離子切割機安裝方面資料,了解生產廠家對等離子切割機基礎的具體要求和組裝要求,做好安裝前的準備工作。
3. 部件組裝
等離子切割機組裝前要把導軌和各滑動面、接觸面的防繡涂料清洗干凈,把等離子切割機各部件,如數控柜、電氣柜、立柱、刀庫、機械手等組裝成整機。組裝時必須使用原來的定位銷、定位塊等定位元件,以便保證調整精度。
4. 油管、氣管的連接
根據等離子切割機說明書中的電氣接線圖和氣、液壓管路圖,將有關電纜和管道按標記一一對號接好。連接時特別要注意可靠的接觸及密封,否則試機時,漏油、漏水,給試機帶來麻煩。油管、氣管連接中要特別防止異物從接口中進入管路,造成整個液壓、氣壓系統故障。電纜和管路連接完畢后,做好各管線的固定,安裝防護罩殼,保證整齊的外觀。
5. 數控系統的連接
1) 外部電纜的連接 主要指數控裝置與MDI/CRT單元、強電控制柜、等離子切割機操作面板、進給伺服電動機和主軸電動機動力線、反饋信號線的連接等,這些連接必須符合隨機提供的連接手冊的規定。
2)地線連接 一般采用輻射式接地法,即數控柜中的信號地與強電地、等離子切割機地等連接到公共接地點上,公共接地點再與大地相連。數控柜與強電柜之間的接地電纜的截面積要在5.5mm2以上。公共接地點與大地接觸要好,接地電阻一般要求小于4~7Ω。
3)電源線的連接 指數控柜電源變壓器輸入電纜的連接和伺服變壓器繞組抽頭的連接。要注意國外等離子切割機生產廠家變壓器有多個抽頭,連接時必須根據我國供電的具體情況,正確地連接。
6. 通電試車前的檢查和調整
1)輸入電源電壓,頻率及相序的確認。
(1)輸入電源電壓和頻率的確認 我國供電制式是交流380V,三相;交流220V,單相;頻率為50HZ。而有些國家的供電制式與我國不同。例如日本,交流三相的線電壓是220V,單相是100V,頻率是60HZ。他們出口的等離子切割機為了滿足各國不同的供電情況,一般都配有電源變壓器。變壓器上有多個抽頭供用戶選擇使用。電路板上設有50/60HZ 頻率轉換開關。所以,對于進口的數控等離子切割機或數控系統調整前一定要先讀懂隨機說明書,通電前要仔細檢查輸入電源電壓是否正確,頻率開關是否己置于“50HZ”位置。
(2)電源電壓波動范圍的確認 一般數控系統允許的電壓波動范圍為額定值的85%-110%,而歐美的一些系統要求更高一些。如果電源電壓波動范圍超過數控系統的要求,就必須配備交流穩壓電源,否則影響數控等離子切割機的精度和穩定性。
(3)輸入電源電壓相序的確認 目前數控等離子切割機的進給控制單元和主軸控制單元的供電電源,大都采用晶閘管控制元件,如果相序不對,接通電源,可能使進給控制單元的輸入熔絲燒斷。
相序的檢查可采用兩種方法:一種是用相序表測量,當相序接法正確時,相序表按順時針方向旋轉,否則錯誤,這時可將R、S、T中任意兩條線對調一下即可。第二種是用雙線示波器來觀察二相之間的波形。二相在相位上相差120°。
2)確認直流電源輸出端是否對地短路,如有短路必須排除,否則會燒壞直流穩壓電源單元。
3)接通數控柜電源,檢查各輸出電壓,波動太大會影響系統工作穩定性。
4)檢查各熔斷器的質量和規格是否符合要求,以保護等離子切割機安全。
5)確認數控系統與等離子切割機的接口
現代的數控系統一般都具有自診斷功能,在CRT畫面上可以顯示出數控系統與等離子切割機接口以及數控系統內部的狀態。在帶有可編程控制器(PLC)時,一般可根據廠家提供的梯形圖說明書(內含診斷地址表),通過自診斷畫面確認數控系統與等離子切割機之間的接口信號狀態是否正確。
6)參數的設定
整機購進的數控等離子切割機,出廠時,都隨機附有一份參數表(有的還附有一份參數紙帶或磁帶)。調整時,必須對照參數表進行一次核對,使等離子切割機具有最佳工作性能。一般可通過按壓MDI/CRT單元上的“PARAM”(參數)鍵來進行。如果參數有不符,可按照等離子切割機維修說明書提供的方法進行設定和修改。
通過以上步驟,數控系統調整完畢。此時,可切斷數控系統電源,連接電動機的動力線,恢復報警設定,準備通電試車。
7. 通電試車
1)接通電源供電
對于大型等離子切割機,為了更加安全,應采取分別供電。通電后觀察無異常現象后,用手動方式陸續起動各部件,檢查安全裝置是否起作用,能否正常工作,能否達到額定的工作指標。起動液壓系統時,先判斷液壓泵電動機的轉動方向是否正確,液壓泵工作后液壓管路中是否形成油壓,各液壓元件是否正常工作,有無異常噪聲,各接頭有無滲漏,液壓系統冷卻裝置能否正常工作等。總之,根據等離子切割機說明書資料粗略檢查等離子切割機主要部件,功能是否正常、齊全。
2)在接通電源時,應同時作好按壓急停按扭的準備,以便隨時準備切斷電源。如伺服電動機的反饋信號接反了或斷線,均會出現等離子切割機“撞車”現象,這時就需要立即切斷電源,檢查接線是否正確。
二、等離子切割機精度和功能的調試
1)用地腳螺栓和墊鐵精調等離子切割機床身的水平,找正水平后,移動等離子切割機上的立柱、溜板和工作臺等,觀察各坐標全行程內等離子切割機的水平變化情況,并相應調整等離子切割機幾何精度使之在公差范圍之內。在調整時,主要以調整墊鐵為主,必要時可稍微改變導軌上的鑲條和預緊滾輪等。
2)調整機械手和主軸、刀庫的相對位置。用手動方式分步進行刀具交換動作,檢查抓刀、裝刀、拔刀等動作是否準確恰當。調整中,采用校對檢驗進行檢測,有誤差時可調整機械手的行程或移動機械手支座或刀庫位置等。
3)帶APC交換工作臺的等離子切割機要把工作臺運動到交換位置,調整托盤沿與交換臺面的相對位置,達到工作臺自動交換時動作平穩、可靠、正確。然后在工作臺面上裝上70%~80%的允許負載,進行多次自動交換動作,達到正確無誤后緊固各有關螺釘。
4)仔細檢查數控系統和PLC裝置中參數設定值是否符合隨機資料中規定數據,然后試驗各主要操作功能、安全措施、常用指令執行情況等。例如,各種運動方式(手動、點動、自動方式等),主軸換檔指令,各級轉速指令等是否正確無誤。
三、控等離子切割機的驗收
對于新購置的數控等離子切割機,都要對數控裝置以及與其配套的進給、主軸伺服驅動單元進行安裝、調試及驗收。一般可按以下步驟進行。
1、 等離子切割機性能及數控功能的檢驗
1)等離子切割機性能的檢驗
等離子切割機性能主要包括主軸系統性能,進給系統性能,自動換刀系統、電氣裝置、安全裝置、潤滑裝置、氣液裝置及各附屬裝置等性能。不同類型的等離子切割機的檢驗項目有所不同。
數控等離子切割機性能的檢驗與普通等離子切割機基本一樣,主要是通過“耳聞目睹”和試運轉,檢查各運動部件及輔助裝置在啟動、停止和運行中有無異常現象及噪聲,潤滑系統、冷卻系統以及各風扇等工作是否正常。
2)數控功能的檢驗
數控系統的功能隨所配等離子切割機類型有所不同,數控功能的檢測驗收要按照等離子切割機配備的數控系統的說明書和訂貨合同的規定,用手動方式或用程序的方式檢測該等離子切割機應該具備的主要功能。
數控功能檢驗主要內容有:
(1)運動指令功能 檢驗快速移動指令和直線插補、圓弧插補指令的正確性。
(2)準備指令功能 檢驗坐標系選擇、平面選擇、暫停、刀具長度補償、刀具半徑補償、螺距誤差補償、反向間隙補償、鏡像功能、自動加減速、固定循環及用戶宏程序等指令的準確性。
(3)操作功能 檢驗回原點、單程序段、程序段跳讀、主軸和進給倍率調整、進給保持、緊急停止、主軸和冷卻液的起動和停止等功能的準確性。
(4)CRT顯示功能 檢驗位置顯示、程序顯示、各菜單顯示以及編輯修改等功能的準確性。
數控功能檢驗的最好辦法是自己編一個考機程序,讓等離子切割機在空載下連續自動運行16h或32h。考機程序可包括以下內容:
考機程序包括以下內容:
(1)主軸轉動要包括標稱的最低、中間和最高轉速在內的五種以上速度的正轉、反轉及停止運行。
(2)各坐標運動要包括標稱的最低、中間和最高進給速度及快速移動,進給移動范圍應接近全行程,快速移動距離應在各坐標軸的全行程的1/2以內。
(3)一般自動加工所用的一些功能和代碼要盡量用到。
(4)自動換刀有應至少交換刀庫中三分之一以上的刀號,而且都要裝上重量在中等以上的刀柄進行實際交換。
(5)必須使用的特殊功能,如測量功能、、APC交換和用戶宏程序等 用考機程序連續運行,檢查等離子切割機各項運動、動作的平穩性和可靠性,并且要強調在規定時間內不允許出故障,否則應在修理后重新開始規定時間考核,不允許分段進行累計到規定運行時間。
2、 等離子切割機精度的驗收
等離子切割機精度驗收工作是在等離子切割機安裝調試好后進行。檢測內容主要包括幾何精度、定位精度和切削精度。
1) 等離子切割機幾何精度的檢驗
數控等離子切割機的幾何精度是綜合反映該等離子切割機的各關鍵零部件及其組裝后的幾何形狀誤差。 目前國內檢測等離子切割機幾何精度的常用檢測工具有精密水平儀、精密方箱、直角尺、平尺、平行光管、千分表、測微儀、高精度檢驗棒等。檢測工具的精度必須比所測的幾何精度高一個等級。每項幾何精度的具體測量方法可按JB2674-82《金屬切削等離子切割機精度檢測通則》、JB4369-86《數控臥式車床精度》、JB/T8771.1-7-1998《加工中心檢驗條件》等有關標準的要求進行,亦可按等離子切割機出產時的幾何精度檢測項目要求進行。 等離子切割機幾何精度的檢測必須在等離子切割機精調后一次性完成,不允許調整一次檢測一次。因為幾何精度有些項目是相互聯系相互影響的。同時,還要注意檢測工具和測量方法造成的誤差。
2) 等離子切割機定位精度的檢驗數控等離子切割機定位精度,是指等離子切割機各坐標軸在數控裝置控制下運動所達到的位置精度。數控等離子切割機的定位精度主要檢測以下內容:(1)直線運動定位精度 直線運動定位精度一般在空載條件下測量,按照國際標準應以激光測量為準,如圖8-2所示。如果沒有激光干涉儀,對于一般的用戶來說,也可以用標準刻度尺,配以光學讀數顯微鏡進行比較測量,如圖8-2所示。但測量儀的精度必須比被測的精度要高1-2個等級。 (2)直線運動重復定位精度 是反映軸運動穩定性的一個基本指標。對于一般用戶只需選擇行程的中間和兩端任意三個點作為目標位置,分別對各目標位置從正、負兩個方向進行五次定位。
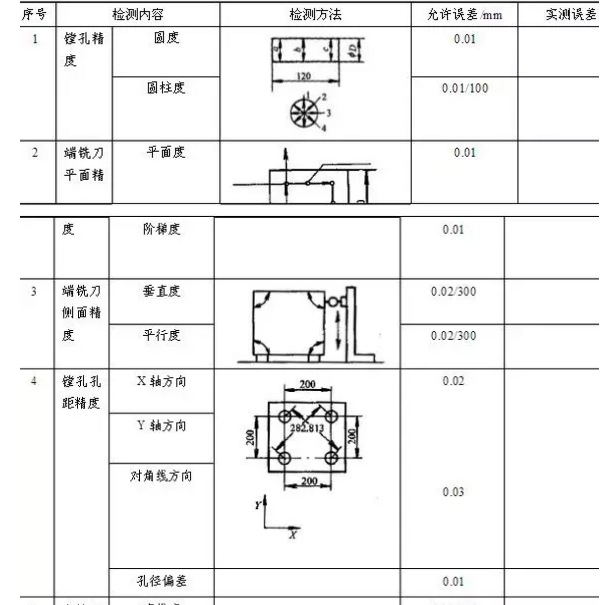
3)數控等離子切割機切削精度檢驗 常用的數控等離子切割機切削精度檢測驗收內容
表8-2 數控機床切削精度檢測驗收內容