


鋁合金-機器人自動焊接的難點和解決辦法
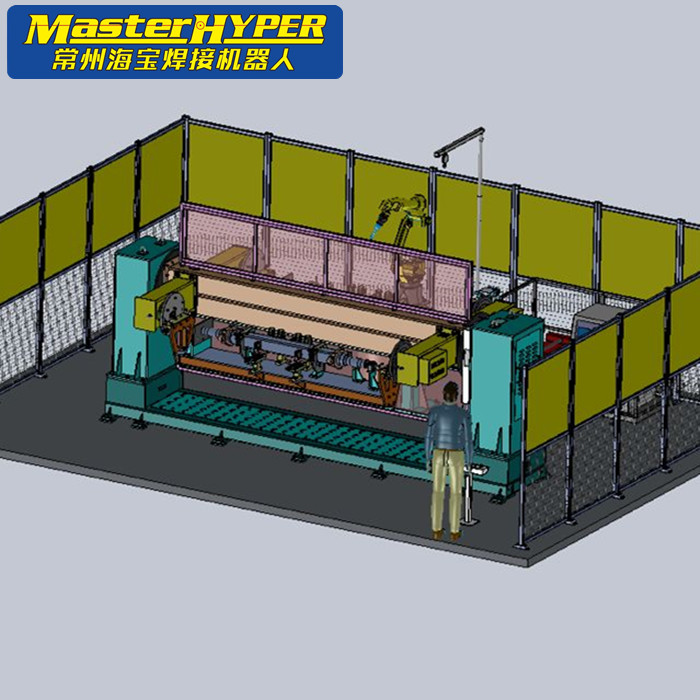
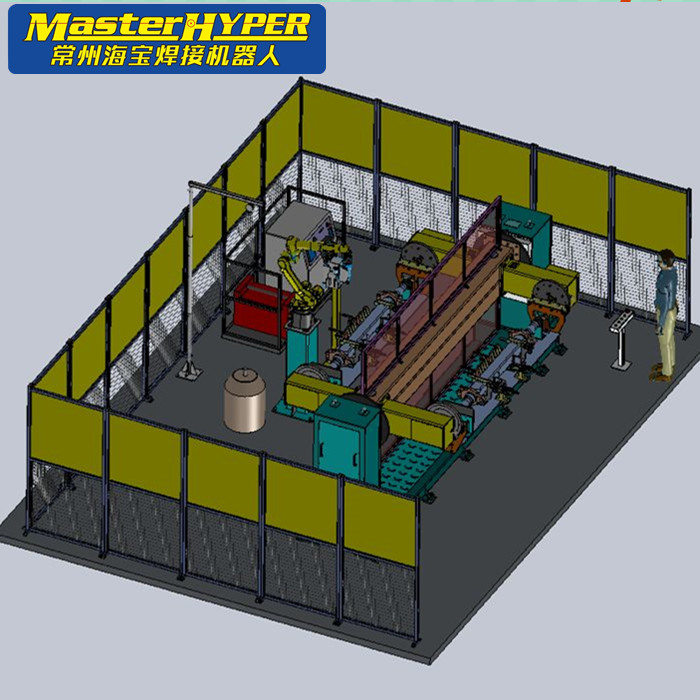
(現代城市代步工具-共享單車,鋁合金車架基本都是機器人自動焊接)
(壁厚1.5mm,鋁合金車架機器人焊接效果展示)
(壁厚1.5mm,鋁合金車架機器人焊接效果展示)

眾所周知,鋁合金的機器人焊接與一般的碳鋼,不銹鋼等的機器人焊接不同,有很多問題需要解決。
鋁合金由于重量輕、強度高、耐腐蝕性能好、無磁性、成形性好及低溫性能好等特點而被廣泛地應用于各種焊接結構產品中,采用鋁合金代替鋼板材料機器人焊接,結構重量可減輕50 %以上。因此,鋁及鋁合金廣泛的應用于航空、航天和電工等領域。鋁鎂合金(主要有:5083、5183、5A02相當于舊牌號中的LF2、LF4)。但是鋁及鋁合金在焊接過程中,易出現氧化、氣孔、熱裂紋、燒穿和塌陷等問題。此類材質是被公認為焊接難度較大的被焊接材料,特別是小徑薄壁管的焊接更難掌握,比如現在比較火的一個行業——鋁合金車架焊接。
因此,解決鋁及鋁合金的這些機器人焊接缺陷是施工過程中必須解決的問題。
下面從鋁合金材料在焊接中的特點以及焊接難點,解決方法這幾方面講述如何進行鋁合金的焊接。
一、鋁合金材料在焊接過程中的特點以及焊接難點:
1、熱導率很大,大約為鋼的 2 到 4 倍,同時耐熱性很差,一般鋁合金均不耐高溫,膨脹系數大,容易產生焊接變形,焊接裂紋傾向也很明顯,而且越薄的鋁合金板材越難焊接,容易焊穿。
2、鋁合金焊接中極易產生氣孔,由于在熔池中的氫不能在焊縫成型之前排出就導致了焊縫中存在氣孔。
3、鋁合金表面直接暴露在空氣中特別容易在表面產生一層難熔的氧化模(成分為三氧化二鋁),這層氧化模的熔點高達 2050 度,因此在進行鎢極氬弧焊時會產生氧化模打不透無法焊接等情況。
4、鋁合金的焊接接頭軟化情況嚴重,焊縫強度系數均低于母材。
5、鋁合金材料在溶化狀態下表面張力小,很容易凹陷。
二、針對以上鋁合金材料的特點和焊接難點,在進行鋁合金焊接時有如下要求:
1 焊接設備的要求:
首先,講一下采用MIG/MAG焊接方法時的焊接設備。要求焊接鋁合金的MIG/MAG焊機必須具備脈沖功能,包括單脈沖和雙脈沖。最好是用雙脈沖焊接鋁合金,雙脈沖簡言之就是兩個脈沖疊加,一個固定的高頻脈沖上疊加一個低頻脈沖,即為高頻脈沖低頻調制。在高頻脈沖上加低頻脈沖就使得雙脈沖電流以一定頻率(低頻脈沖的頻率)在峰值電流和基值電流間切換,這樣可以使焊縫形成規則的魚鱗紋。
在焊接過程中通過調整低頻脈沖的頻率,低頻脈沖的峰值,基值電流來改善焊縫成型,首先調節低頻脈沖的頻率決定了雙脈沖峰值電流和基值電流切換的快慢,體現在焊接效果上就是焊縫魚鱗紋的細密貼合程度,低頻脈沖頻率低,雙脈沖峰值電流和基值電流切換速度慢,魚鱗紋間距就大;反之,低頻脈沖的頻率高,雙脈沖峰值電流和基值電流切換速度快,焊縫魚鱗紋間距小而細密。
根據板材厚度調節峰值電流和基值電流大小可以取得相應的熔深,在峰值電流和基值電流相互切換過程中可以有效的攪動熔池,排出氫氣減少氣孔;減少對母材的熱量輸入,防止鋁合金材料過熱產生膨脹變形,還可以使焊縫組織顆粒細密,使得焊縫強度提高。
2 焊接鋁合金的注意事項:
(1)焊接鋁合金前先要清理鋁合金表面,不能有油污,塵埃等存在,可以用丙酮清洗鋁合金焊接處的表面,厚板鋁合金要用鋼絲刷清理,之后再加丙酮清洗。
(2)焊絲的選擇要盡量接近母材,選擇鋁硅或鋁鎂焊絲要根據焊縫要求決定。另外鋁鎂焊絲只能焊接鋁鎂材料,而鋁硅焊絲既可以焊接鋁硅也可以焊接鋁鎂材料;
(3)在板材較厚時有必要對板材進行預熱,以防止由于預熱不夠造成焊不透,在收弧時要以小電流收弧填坑;
(4)最好用雙脈沖;
(5)進行鎢極氬弧焊時要采用交直流氬弧焊機,焊接電流在正負間切換,當鎢極處于正極用來清理鋁材表面氧化模,處于負極時進行焊接;
(6)焊接規范要根據板材厚度和焊縫要求設定;
(7)MIG 焊接要用鋁專用送絲輪,使用特氟龍導絲管,不產生鋁屑;
(8)焊槍電纜長度不要過長,鋁焊絲較軟,焊槍電纜過長會影響送絲穩定。
