


車橋橋殼三角處機器人切割
橋殼三角機器人切割工作站
1、加工對象:
工序名稱:車橋橋殼三角處切割
工件材質: 普通碳鋼
工件切割前狀態:毛坯工件
切割方式:采用單機器人配合兩臺單軸頭尾架式伺服變位機的方式實現車橋三角處的的自 動化切割工作
2、系統概述
系統效果圖:
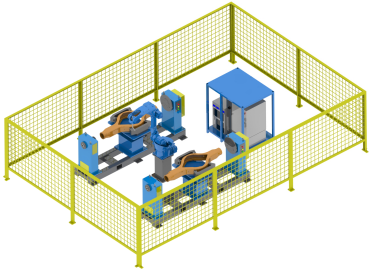
系統配置:選用日本安川機器人系統,型號為MOTOMAN-MA1440,配置DX200高性能控制柜
切割電源:選用美國海寶 Powermax125專業等離子金屬切割系統
系統說明:該機器人工作站主要用于橋殼三角處的自動切割工作,采用一套安川機器人+一套海寶等離子切割系統配合兩臺單軸伺服變位機的組合方式(雙工位)完成該工序的。該單軸伺服變位機主要進行工件的翻轉工作。
工件的定位夾緊采用液壓同步自定心定位夾緊工裝,對橋殼的圓形部分進行夾緊定位(根據討論該處一致性相對較好),方便、可靠且一致性好,保證工件切割的一致性,為后續工序打下好的基礎。
機器人周邊安全系統:配置四面安全防護圍欄及安全光柵等
3、生產工藝流程:人工將工件裝夾的伺服變位機1#工位上,液壓夾緊工件,然后按啟動——機器人自身回轉到1#工位——機器人開始切割正面割縫(進行2#工位的工件裝卸工作)——切割完成該面后,機器人復位,液壓夾緊松開,變位機夾緊工件,液壓夾緊工裝落下,變位機帶工件翻轉180°,液壓夾緊工裝升起,變位機松開工件,液壓夾緊工裝夾緊工件——機器人開始切割反面割縫——切割完成后,機器人復位并回轉到2#工位,液壓夾緊工裝松開,人工吊下工件,伺服變位機復位,人工吊裝工件,液壓夾緊工裝夾緊工件——進入下一工作流程——依次循環
4、切割節拍計算:割縫總長度:200×2(條)×2(側)×2(面)=1600mm
切割時間:1600/800=2min (切割速度以800mm/min)
輔助時間:1.5min
機器人跳轉時間:20S
變位機變位時間:10S
節拍時間(理論):3.5min+30S=4min
實際實際:4min/0.8(效率)=5min
5、設備主要配置表:
序號 | 項目 | 名稱 | 數量 | 備注 |
1 | 弧焊機器人系統 | 1套 | 工作半徑1440、4米標準線纜、8米示教器線纜 | |
2 | 等離子切割電源 | 海寶Powermax125等離子切割電源 | 1套 | 電源本體、機機器人割炬、7.6米工件電纜及控制電纜、機用噴嘴等 |
3 | 機器人安裝底座 | 1件 | 高度650mm | |
4 | 單軸頭尾架式伺服變位機 | GS-SWP-ZW-500 | 2套 | |
5 | 液壓 定位夾緊工裝 | 1宗 | 夾緊定位工件 | |
6 | 外圍護欄 | 1套 | 防護設備,保護操作人員 |
