


三角加強(qiáng)板與橋殼的機(jī)器人點(diǎn)焊工裝
機(jī)器人焊接工藝及方式:
l點(diǎn)焊工藝:采用優(yōu)先固定三角板,然后通過(guò)引導(dǎo)機(jī)構(gòu)將橋殼與三角板組對(duì)好,并采用機(jī)器人氣保焊的方式進(jìn)行點(diǎn)固:
3、自動(dòng)化焊接設(shè)備概述:
該預(yù)點(diǎn)工裝主要適用于三角加強(qiáng)板與橋殼的預(yù)點(diǎn)工作。
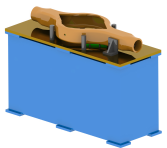
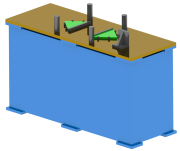
l采用臥式機(jī)床結(jié)構(gòu),由整體機(jī)架、定位平臺(tái)、三角板定位機(jī)構(gòu),彈性定位擋銷、橋殼導(dǎo)向機(jī)構(gòu)及橋殼限位機(jī)構(gòu)等構(gòu)成
l該設(shè)備整體機(jī)架采用優(yōu)質(zhì)型鋼及鋼板焊接而成,經(jīng)過(guò)專業(yè)熱處理及機(jī)械加工后可以保證其長(zhǎng)久使用的穩(wěn)定性。在平臺(tái)上面安裝有用于定位三角板的固定定位塊及彈性定位擋銷,四周固定有橋殼導(dǎo)向機(jī)構(gòu),以保證橋殼放置時(shí)與三角板的相對(duì)位置的精確,側(cè)面的橋殼限位板可以保證橋殼準(zhǔn)確的與三角鑲嵌的一起。
l點(diǎn)焊工藝流程:人工將三角板放置到由固定定位塊及彈性定位銷所限制的區(qū)域內(nèi)(將三角板定位好)——然后人工機(jī)械吊裝的方式將橋殼通過(guò)導(dǎo)向機(jī)構(gòu)向下放置——通過(guò)側(cè)面的限位塊將橋殼完全限位好,并放置到與平臺(tái)貼齊——此時(shí)彈性定位銷在橋殼重量的壓力下以退入平臺(tái)內(nèi)部,從而使三角板成功嵌入橋殼的三角割縫內(nèi),然后人工進(jìn)行下側(cè)三角板內(nèi)部的預(yù)點(diǎn)工作——預(yù)點(diǎn)完成下側(cè)三角板內(nèi)部后,人工進(jìn)行橋殼的翻轉(zhuǎn),并預(yù)點(diǎn)下側(cè)三角板的外部——依次類推完成整個(gè)橋殼三角板的預(yù)點(diǎn)工作。
4、機(jī)器人焊接節(jié)拍計(jì)算:
焊點(diǎn)數(shù): 約20個(gè)點(diǎn)
單預(yù)點(diǎn)時(shí)間: 1.5S
輔助時(shí)間: 2min
工件翻轉(zhuǎn)時(shí)間: 1min
工件放置時(shí)間: 1min
工件卸活時(shí)間: 1min
預(yù)點(diǎn)時(shí)間(理論):30×1.5+5=5.5min
預(yù)點(diǎn)時(shí)間(實(shí)際):5.5min/0.8=7.5min
5、設(shè)備配置表
項(xiàng)目 | 名稱 | 數(shù)量 | 備注 |
三角板預(yù)點(diǎn)工作 | 1套 | 1800mm×600mm×800mm | |
氣體保護(hù)焊接電源 | 1套 | 機(jī)器人焊機(jī)、送絲機(jī)構(gòu)手工氣保焊槍、電纜及控制電纜等 | |
外圍護(hù)欄 | 1套 | 防護(hù)設(shè)備,保護(hù)操作人員 |
