


液壓機械結構件自動焊接機器人工作站
一、工件基礎資料及工件技術資料

1.1 機器人焊接工作站的特點:
工件名稱:液壓機械結構件自動焊接機器人
工件種類:多種
材料:普通材料
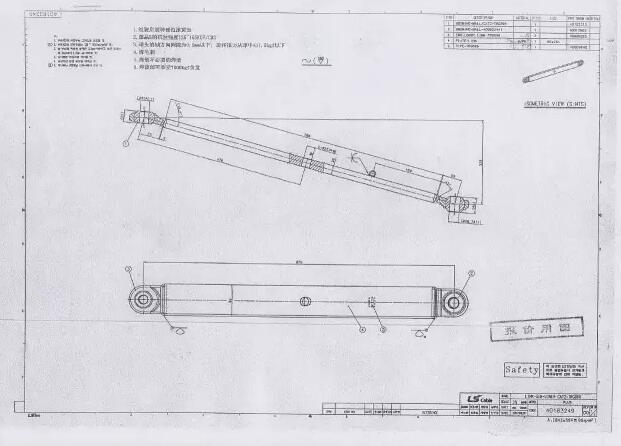
最大工件外形尺寸:長×寬×高mm=800×157×50mm;
點焊工件重量:≤40kg;
焊姿要求:角焊;
工件零件圖紙:(如圖所示,具體尺寸以雙方簽字確認的藍圖為準)
圖2-1、工件一結構圖
二、工藝流程
工件拆卸方式:由于工件較小較輕,工件拆卸采用人工搬運的方式。
氬弧點焊工藝:焊接時采用單絲80%Ar+20%CO2保護焊。焊接前,用戶先將工件點定好 的工件裝夾于工裝夾具中,并定位、夾緊,然后機器人進行自動焊接。
機器人配置德國庫卡KR5機器人,焊接電源配置肯比電源進行MAG焊接。
焊接節拍:
設最大工件的焊接焊縫長為614mm,焊接速度為450mm/min=7.5mm/s,一件工件的焊縫的焊接時間為82S,則一個工位的焊縫焊接時間為82X6S=492S,跳轉時間為2X5X5S+2X2S=54S,采用雙工位可以省略裝卸件時間,每條焊縫采用兩次焊接。故生產節拍(秒/件) :(492+54)*2/6s=192S/件;則1人每天10小時,可完成10*3600/192件=198件。
三、工作環境
電源:3相~50Hz±1Hz 380V
工作溫度:-10℃— 45℃
工作濕度:90%以下
四、機器人工作站簡介
1.工作站簡述:
該機器人焊接工作站用于工件的自動化焊接。本案設備采用兩工位三班制,每班工作時間8小時,并且設備滿足24小時三班連續作業工作能力。
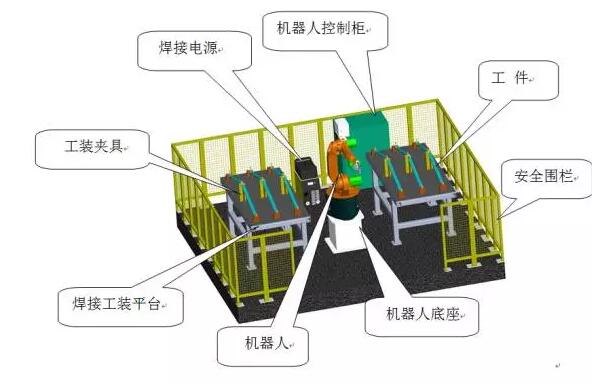
本產線采用單機器人兩個工位的焊接方式,從效率上考慮,為了提供生產效率和機器人的利用率,所以采用兩工位的形式,一個工位焊接時,另外一個工位上下料和裝夾,以達到提高效率的目的。本工作站主要包括焊接機器人、焊接電源、系統集成控制柜等成組。
2.機器人產線布局: (圖中尺寸僅供參考):
4.機器人產線動作流程:
在第一工位,4將點定好的工件定位裝夾在焊接工裝夾具上→啟動機器人→焊接機器人啟動到位→機器人起弧焊接(此時工人裝夾另一工位的工件)→焊接完畢→機器人移動至另一工位→焊接機器人起弧焊接(此時工人卸下和裝夾另一工位的工件),以此類推,進行下一循環。
五、產品配置清單
序號 | 名稱 | 型號及配置 | 生產廠家 | 數量 | 備注 |
一、氬弧點焊機器人: | |||||
1 | 機器人本體及控制器 | 型號:KUKA Robot KR5 | 德國KUKA | 1套 | 焊縫尋找、電弧跟蹤、多層多道 |
主要配置:標準配置機器人本體,有效負載 5kg;KRC2控制柜、示教器、附電纜;機器人標準中文操作系統 | |||||
二、焊接設備: | |||||
1 | 焊接電源 | 型號:芬蘭KempArc SYN 400 | 芬蘭肯比 | 1套 | |
主要配置:焊接電源、通訊電纜、DT400送絲裝置 | |||||
三、周邊設備: | |||||
1 | 機器人底座 | 自行生產 | 1套 | ||
2 | 焊接平臺 | 自行生產 | 2套 | ||
3 | 工裝夾具 | 自行生產 | 12套 | ||
四、系統控制設備: | |||||
1 | 控制系統 | 配置:操作盒、配線盒 | 1套 | ||
五、輔助裝置: | |||||
1 | 機器人空冷焊槍 | 機器人自帶 | 德國庫卡 | 1套 | |
2 | 防碰撞傳感器 | CAT2 | 1套 | ||
3 | 備品備件 | 自行生產 | 1套 | ||
4 | 隨機工具 | 自行生產 | 1套 | ||
5 | 配套資料 | 設備整機說明書\機器人操作說明書(中文)\操作手冊 (中文)\編程手冊 (中文)\維修手冊 (中文) | 各1本 | ||
六、安全防護裝置: | |||||
1 | 安全圍欄 | 配置:簡易圍欄,具體尺寸另定 | 自行生產 | 1套 | |
六、機器人產線配置介紹
1、KUKA KR5弧焊機器人 :

※ 機器人主要構成:機器人本體、控制柜、示教器、控制電纜等。
1.1、機器人系統
1.1.1、機器人系統KR5:
· 機器人本體采用鋁合金鑄造結構,通過計算機輔助設計和有限元結構分析獲得總體優異的堅固剛性結構,從而獲得最佳的固定負載能力。 所有軸都采用免維護交流伺服電機驅動,使用無間隙的傳動組件和絕對編碼器。所有的機器人軸全部配有剎車裝置和溫度監測安全裝置。 優化的驅動能力,高精度位置監測系統,大功率伺服系統,保證了機器人具有高度的動態特性和良好的精度。 第二軸采用前置設計,在同樣保證機器人靈活性的同時,最大地增加了機器人的有效工作范圍,亦可以采用倒掛安裝方式。用戶還可以在機器人大臂上安裝一定數量的自己的工藝裝備。 采用剛性和密封式的驅動單元,密封式管線和傳動組件,保證了極高的實用性和可靠性。即使在惡劣的環境下也能保證機器人正常工作,使用壽命可達15年,平均事故間隔時間長達7萬小時。 · |
KR 5 arc性能參數 | |||
負載(指第6軸最前端P點負載) | 5公斤 | ||
手臂/第1軸轉盤負載 | 12/20 公斤 | ||
總負載 | 37公斤 | ||
運動軸數 | 6 | ||
法蘭盤(第6軸上) | DIN ISO 9409-1-A50 | ||
安裝位置 | 地面/墻壁/天花板 | ||
工作半徑 | 1411mm | ||
重復精度 | +/-0.04mm | ||
控制器 | KRC2 | ||
自重 | 127公斤 | ||
作業空間范圍 | 8.4立方米 | ||
每個軸的運動參數 | 運動范圍 | 運動速度 | |
軸1 | +/-155° | 154°/s | |
軸2 | +65°/-180° | 154°/s | |
軸3 | +158°/ -15 | 228°/s | |
軸4 | +/-350° | 343°/s | |
軸5 | +/-130° | 384°/s | |
軸6 | +/-350° | 721/°/s | |
1.1.3、弧焊軟件包(Arc Tech):
1.1.3.1、基本弧焊軟件
- 弧焊功能包的應用,可以在示教器上顯示并控制焊接參數,快速設定焊槍的常用動作。
- 模塊化的焊接程序邏輯關系,引導您快捷編程,簡單易懂;庫卡焊接專家的豐富經驗,同時得益于庫卡控制器的軟PLC功能,使得邏輯關系周密之致,再復雜的焊縫或再多的周邊設備,編程人員都可以得心應手的處理。
- 庫卡編程模板中的基本命令,例如動作命令——直線、圓弧、點對點差補、直線插補、圓弧插補、直線+擺動、圓弧+擺動差補等,和常用邏輯命令——wait、wait for等,均采用快捷方式調用,并以填空的方式出現,編程人員只要將相關參數填進即可,簡單易學。
- 庫卡工具坐標系的應用,可將導電嘴前端的焊絲尖點(將焊絲伸出長度調到正常焊接桿伸長長度),定義為坐標原點,這樣就能方便地調節焊槍空間位置(x/y/z)以及所需要的焊接角度(A/B/C)。因此示教軌跡非常方便,庫卡示教器上的6D搖桿,可使示教過程更快。
- 庫卡控制器利用I/O或總線與焊接電源和清槍剪絲等裝置進行信號及數據交換,可采用模擬量或數字量。對于全數字化焊機,能給出和接受多個焊接參數量,那么,在庫卡控制器上就可以顯示和控制常用焊接參數。
- 庫卡的絕對位置記憶功能、程序邏輯功能,結合焊機等外圍設備的信號反饋,能很好地處理焊接過程中遇見的問題。例如,由于電源或送絲機故障,系統中斷了焊接過程;在排除了故障后,可選擇“繼續上次焊接”功能,那么機器人會自動回到上次停止的位置繼續焊接。
- 弧焊軟件包中可輕松調用焊機的專家系統數據和機器人運動數據,形成樣板焊縫。可根據具體情況對專家數據庫的具體參數進行修改。
- 弧焊功能包中有常用的焊槍擺動形式,操作人員可直接調用想用的形式,然后將相關參數填充;或者操作人員可自定義機器人的擺動方式(如上圖所示)。
1.1.3.2、接觸傳感(Touch Sensor)功能包
工件的位置和外形偏差,使本來示教的機器人焊接軌跡要被“修正”。庫卡的Touch Sensor功能包可以在焊接之前修正這類偏差,機器人在預定的距離內,以焊絲接觸工件、形成電流回路,來檢測尋找工件的正確焊縫位置,原理如上圖所示。
庫卡的絕對位置編碼器,實時記憶焊槍在空間的位置(x/y/z)和角度(A/B/C)。當機器人按照設定的程序將帶電的焊絲接觸工件時,焊絲和工件之間形成回路,控制系統比較當前實際位置與示教時的位置參數。新的焊接軌跡,由當前數據結合示教軌跡,進行數據修正,修正焊接軌跡。
接觸式傳感器尋位功能的使用,可以判斷工件上的部件或零件的實際位置與編程位置之間的偏差,相應的焊接軌跡即得以修正。
焊接起始點位置的尋找確定,可以通過一至三個點的接觸傳感完成;當要糾正工件整體位置的偏差時,需要多少個點的接觸傳感,取決于工件的外形或焊縫的位置。
此尋位功能可用于任何數目的單個點、焊接程序的某個段、或整個焊接程序的修正,如下圖所示。測量精度≤±0.5mm
1.1.3.3、電弧焊縫跟蹤(Seam Arc Tracking)功能包
n 工件的位置和外形偏差,使本來示教的機器人焊接軌跡要被“修正”,Seam Arc Tracking功能包可以在焊接過程中修正這類偏差,機器人的實際焊接軌跡將被修正,跟蹤實際焊縫;若結合Touch Sensor功能包使用,可以達到最佳的效果。
n 如上圖所示,在焊接厚板或角焊縫時,焊槍擺動,焊絲在焊縫中間位置的桿伸長與在焊縫兩邊時是不一樣的,桿伸長的不同,導致實際的焊接電流與設定的電流不同,桿伸長越短,實際電流就越大,桿伸長越長,實際電流就越小。利用這個原理,相應的軟件實時處理檢測到的電流變化、焊槍所處的位置,進而來修正機器人的實際軌跡,保證軌跡中心線始終在坡口中間,或是說在角焊縫的45°位置線上;同時保證焊槍在高度方向上的一致(如下圖所示)。該功能啟動時,相關數據的反饋和處理頻率是每12微秒一次,跟蹤精度為0.1mm。
1.1.3.4、多層多道焊(Multilayer welding)功能包
n KUKA多層多道焊功能程序可以大大簡化大焊角焊縫、堆焊等多層多道焊接程序的示教過程;
n 如果使用普通的編程方法,需要對多每層多道的每一條焊縫進行示教編程,工作量很大;當使用KUKA多層多道焊功能程序后,只要對第一層(打底層)進行示教編程,其它道/層的焊接路徑程序,只要根據焊接工藝,在第一層程序路徑上疊加焊層高度、偏移量,以及變化焊槍角度,就可以自動產出。
n KUKA多層多道焊功能程序還可以與電弧跟蹤結合使用;當焊接第一層(打底)時,應用電弧跟蹤功能可以糾正實際焊縫位置與編程路徑的偏差;KUKA的多層多道焊接功能可以記錄下焊接第一層時的偏差,自動補償到第2、3、4...道/層焊縫編程路徑中,簡單并容易地解決多層多道焊中焊縫位置偏差的問題。不同層/道焊縫的焊接參數可以單獨設定,焊槍的擺動寬度、頻率、波形,以及焊槍的姿態(角度),也都可以根據工藝需要進行不同的設定,如下圖所示。
2.焊接系統:
MAG焊電源采用芬蘭肯比電源。
1、一體化焊接電源KempArc SYN400:
原裝進口KempArc SYN400為機器人專用電源,可根據客戶的特定需要提供定制不同的功能。完全適應機器人高效焊接生產,并且滿足極高焊接精度和焊接可靠性要求。
KempArc SYN400焊接系統由KempArc SYN400焊接電源, DT400 機器人送絲機,Devicenet 總線接口卡,送絲機中途線等組成,送絲機焊槍接口為歐式接口,可以快速安裝德國TBI機器人焊槍或者Binzel 機器人焊槍。
1.1、焊機特點
n 快速通信能力顯著地增加了機器人焊機的焊接產率。
n 性能可靠的送絲機構減少了故障次數。
n 輕便小巧的送絲裝置可隨機械臂輕松擺動。
n 記憶通道和焊接程序方便編寫機器人操作程序。
1.2、與同類焊機相比具有的突出優勢:
n KempArc SYN400數字化焊機可軟件升級,升級內容包括,增加特殊材料焊接程序、特殊短路弧焊工藝等,大大減少了重復投資;
n 由于焊機功能大部分由數字化軟件控制,減少了42% 的電子元器件數量,控制線路板結構大大簡化,使焊機故障率極低;
n 有回路壓降補償功能,還原一元化焊接程序的最佳運行狀態;
n 送絲機馬達為編碼測速反饋,精確控制送絲速度,并且反饋馬達電流,輔助確定合適的焊絲盤剎車力、送絲輪壓力等;
n 焊機具有非一元化調節功能,電流電壓可以分開調節,以適應某些特殊焊接要求
1.3、KempArc SYN400 技術參數:
n 電源電壓: 400V(-15~+20 %)
n 保險絲(慢熔): 35 A
n 負載容量(40 ?C): 負載持續率 100% 時,380A
n 外形尺寸 (mm): 590 x 730 x 500
n 重量 (kg): 35
1.4、送絲機DT400
 |
DT400 技術參數
工作電壓: 50V DC
額定功率: 100W
負載容量(40 ?C): 80% ED, 600A
100% ED, 500A
工作原理: 4輪送絲
送絲速度: 0~25m/min
填充焊絲: ΦFe,Ss 0.6~1.6mm
Φ藥焊絲 0.8~1.6mm
ΦAl 1.0~1.6mm
焊槍接口: Euro
操作溫度范圍: -20~+40℃
存放溫度范圍: -40~+60℃
保護等級: IP23S
外形尺寸L×W×H 269×175×169mm
重量: 4.5kg
3.HLQ-I清槍站
本案配備自動清槍噴油裝置是由本公司自主研發、制造的高效自動化產品,該清槍剪絲由機器人聯動控制,按程序設定定時清理焊槍噴嘴內焊接飛濺,并向噴嘴內部噴射硅油,避免焊接時飛濺的牢固粘附。整體保證機器人系統長時間連續無監視運轉。該自動清槍剪絲裝置由清槍站、剪絲機構和噴硅油單元三部分組成。其結構如下圖:

圖8-2:自動清槍剪絲器示意圖
※ 清槍站
清槍站采用三點固定方式,將焊槍噴嘴固定于與鉸刀同心位置,鉸刀轉動的同時上升,將噴嘴上粘附的焊渣飛濺清理干凈。精確高效的清槍站用于機器人焊接。
※ 剪絲機構
剪絲機構能夠保證焊絲的剪切質量,并能提供最佳的焊接起弧效果和焊槍TCP測量的精確程度。
※ 噴硅油單元
噴硅油裝置采用了雙噴嘴交叉噴射,使硅油能更好地到達焊槍噴嘴的內表面,確保焊渣與噴嘴不會發生死粘連,由此能有效的減少焊槍噴嘴的清理次數和延長其使用壽命。
4.安全護欄:
系統安全圍欄為方管(圓管)加鋼絲結構(正面、兩側三面需加遮弧光板),高度不小于1.8m,正面需設置可開啟門,便于工件吊裝,并不影響操作人員和周圍工作人員正常工作。若現場操作不便可考慮不裝或少裝護欄。
5.焊接工作平臺:
此焊接工作平臺滿足兩種工件的不同大小的半自動化裝夾和自動化焊接,工件的可焊率可達到90%以上。
焊接工作平臺主要由焊接底座、焊接底板、工裝基座、旋轉壓桿和控制系統等組成;其結構如下圖所示。

參數:長×寬×高:2000×1000×930mm
七、機器人對比優勢
1.開放性好,能夠直接和多種功能卡直接插接,方便擴展,通用性好。
2.程序可方便進行備份及恢復,而且可在短時間內完成。
3.可直接外接顯示器、鼠標和鍵盤,方便程序的讀寫。
4.可隨時進行系統的更新。
5.大容量硬盤對程序指令基本無限制,并可長期存儲相關操作和系統日志。
6.支持多種總線協議,與總線接口板連接方便,即插即用。
7.具備再生暫時停止自動恢復功能,在再生時的焊接中發生電弧異常和暫時停止的時候,去除錯誤因素或者暫時停止原因后,在再起動時調用命令,自動從任意的位置向電弧切斷位置恢復的功能。焊接過程中由于碰撞和焊槍位置變化等異常情況中斷焊接后,不需要重新示教,從示教器即可查看錯誤信息,并立即糾正。可以方便的在中斷位置重新開始焊接,處理時間不超過2min。
8.極高的重復定位精度(可達0.05mm)。
9.具備停電中斷后的再生再開功能,在機器人運轉中突然停電的時候,為了可以平穩的恢復到停電前的再生狀態,而支援再生再開的功能
10.可方便進行聯網,易于監控和管理,拆卸方便、易于維護。
11.具有粘絲自動解除功能。
八、電氣控制系統
在示較器上,可直觀對焊接狀況和參數進行監控并可隨時提取焊接記錄。對每種工件都可方便地設定焊接工藝及參數(焊接程序), 焊接程序可進行儲存并被隨時調用;工作時按操作者選用的焊接程序完成工件的自動焊接。在焊接中,可人為干預焊接,在焊接中途因故停止后,智能處理繼續焊接方式。對開始工作的時間、待機時間及停機時間進行記錄,同時可以記錄下用戶的操作記錄,以及報警記錄。異常診斷停止功能: 控制系統元器件、機器人、焊接電源等設備出現異常時,進行自動診斷,提供故障信息,保障系統安全;焊接異常、用戶操作異常等情況下能診斷并采取停機保護措施。同時還具有:焊槍機械防碰傳感器、伺服防碰、干涉領域檢查。
系統設有操作權限,權限分為一般操作者、高級操作者、維修人員等,不同的權限只能操作相應按鈕或修改相應的數據,從而增加系統的安全性。具有“手動”、“自動”選擇功能,在“手動”模式下可以人工參與,在“自動”模式下機器人自動完成焊接操作。并且設有:電源開/關及指示按鈕;急停按鈕,當發生意外時可緊急停止。
全系統采用數字化處理,可通過通訊的方式和外界設備相連,所有數據均能遠程存儲和查看。由于系統采用網絡連接,因此本系統具有很大擴展性,為今后增加工位提高方便性。本系統具有自動保存和斷電記憶功能,系統參數一旦修改,本系統將立即進行自動保存,即使突然斷電,系統里的所有參數也不會被丟失。控制柜內線路具耐油性,有線號套管,接地標志等,方便維修。控制柜設置有排風散熱裝置。控制柜與各工序設備、焊接電源和傳輸線之間采用標準的線槽盒進行連接,規范整潔。設備多處設有緊急停止開關,在緊急的情況下能立即停止設備的任何工作;設備設有紅(設備報警或故障)、黃(設備暫停)、綠(設備正在運行)三種故障報警指示,并安裝在設備明顯位置;操作者能準確知道當前系統運行狀況,設備設有安全接地系統。
九、工程擔當
工程范圍 | 甲方 | 乙方 | 備注 | ||
1 | 設備 | 產線主要設備 | ▲ | ||
2 | 電氣 | 車間配電柜至設備控制柜 | ▲ | ||
設備控制柜至各用電設備(二次配線) | ▲ | ||||
3 | 給水 | 城市供水管網到生產線用水點之間的聯接 | ▲ | ||
設備內部供水管線 | ▲ | ||||
4 | 地基 | 地基和地基防水、排水溝 | ▲ | ||
5 | 預埋件 | 地下、地面等預埋件 | ▲ | ||
6 | 壓縮空氣 | 空壓站至設備用氣點管線 | ▲ | ||
設備內配件管線 | ▲ | ||||
7 | 綜合工程 | 車間地面,設備基礎 | ▲ | ||
8 | 安裝調試 | 機器人產線的安裝及調試 | r | ▲ | |
9 | 人員培訓 | 產線工作站的操作培訓 機器人使用培訓 | ▲ | ||
10 | 其它 | 安裝所需起重運輸工具 | ▲ | ||
設備安裝、調試時使用的水、電、氣 | ▲ | ||||
試生產所需的產品零件、材料 | ▲ | ||||
▲負責,r協助
十、安裝調試及驗收
賣方收到預付款后 內提供設備的地基圖給買方進行設備地基施工,在貨到買方后 內完成設備的安裝和調試,并在 日的試運行期間測試對設備的性能和參數,試運行期滿后通知買方檢驗。賣方自設備安裝調試之日起 日內完成對買方操作人員進行免費培訓,使其達到上崗熟練操作設備的要求。賣方提供詳細的設備、備件廠家和設備型號規格清單,設備布局圖。(如有協商解)
十一、售后服務及培訓
質保期規定:設備驗收合格,雙方簽字后開始計算質保期,設備質保期為12個月(消耗性易損件除外,電器及控制系統質保期為____年),除不可抗力、事故外,主要結構件終身有償保修。在質保期內,供應根據與需方商定的時間,對所供設備免費進行一次維護。在質保期內,用戶責任造成設備損壞,賣方應提供及時的有償服務。質保期過后,按用戶要求提供有償技術服務及維修工作。賣方應在需方發出服務通知4小時內響應買方,48小時到達用戶現場(主要交通工具能直接到達;若無直達交通工具、則在72小時內達到現場)。
在質保期期滿一年內,如重復出現質保期內故障任屬質保范圍,賣方提供免費服務。在設備正常使用五年期內,賣方免費提供控制系統升級服務。賣方在質保期期滿后,提供優惠的技術支持和備品備件的供應,所發生費用由雙方商定。
十二、包裝和運輸
滿足訂貨合同及裝箱單的要求,小型零部件采用堅固的包裝方式,適用于長途運輸,采取防潮、防曬、防銹、防止粗暴裝卸的必要保護措施;賣方承擔由于包裝或保護措施不當而引起的貨物損壞的責任;采用公路或鐵路運輸方式,賣方在貨物裝完啟運后24小時內以傳真形式將全部裝運細節告知買方,包括物流合同號、貨物數量、運輸方式及到達日期等。
十三、供方要求
需方負責基礎的土建工作(按供方提供的圖紙),負責將符合要求的氣源、電源鋪設至現場。
在安裝調試過程中,需方將給予積極的配合,提供必要的設備和人員支持(如起重設備、電焊工鉗工及相關設備等)。
