


機器人滾邊在汽車行業中的滾邊壓合工藝
車門是汽車車身的外表裝配總成,裝配后要求與周邊零件保持均勻的門縫間隙和良好的形狀面差。包邊一般是指對兩個鈑金件裝配(主要是門蓋類開閉件的內外板合裝)時,采用一個零件的折邊包裹住另一個零件周邊的方式連接。車門包邊是車門總成制造中一項比較特殊的工藝,包邊后要求總成表面光順、平整,沒有壓傷、凸凹等外表缺陷,還要保證車門形狀面和沿周整體尺寸精確穩定。因此,對設備、工裝要求很高,同時對車門外板、內板等相關零件的要求也很高,這樣才能制造出高質量的車門總成。
機械自動包邊:
包邊的主要類型有:手工鈑金包邊;胎具+手工鈑金包邊;胎具+手持式包邊機包邊;機械自動包邊或車門包邊生產線。前三種用于單件或小批量生產,第四種用于大批量生產。
機械自動包邊的方式如下所示:
(1)模具包邊 由液壓機或壓床和包邊模組成,液壓機是通用,包邊模是專用。通過液壓機的一次成形,由模具完成45°和90°包邊,模具包邊在日本的一些汽車廠被廣泛采用,江淮汽車公司的商用車和乘用車,絕大部分的車門都是依靠專用的包邊模具完成包邊的。其優點是占地小,更換品種方便,適合多品種生產。
(2)液壓式自動包邊機 該機構是由液壓缸通過連桿機構驅動包邊鑲塊,完成45°和90°包邊。這種包邊機有兩種類型,一種是將45°和90°包邊分成兩套或三套包邊機,通過傳輸裝置或機器人連接,目前神龍汽車公司正在使用該種方法。另一種是將45°和90°包邊合在一套包邊機上,一次完成車門包邊,東風汽車公司輕型車廠和南京躍進汽車廠等廠家都有使用。
(3)電動機式自動包邊機 該機構是由電動機通過減速器和連桿機構,驅動45°和90°包邊鑲塊,并有立式框架安裝氣缸式壓緊裝置。一次完成45°和90°包邊,也可以僅進行壓緊或僅進行45°包邊。該機構便于調整,包邊質量良好,工作狀態穩定,但造價高。江淮汽車公司輕卡廠有使用。
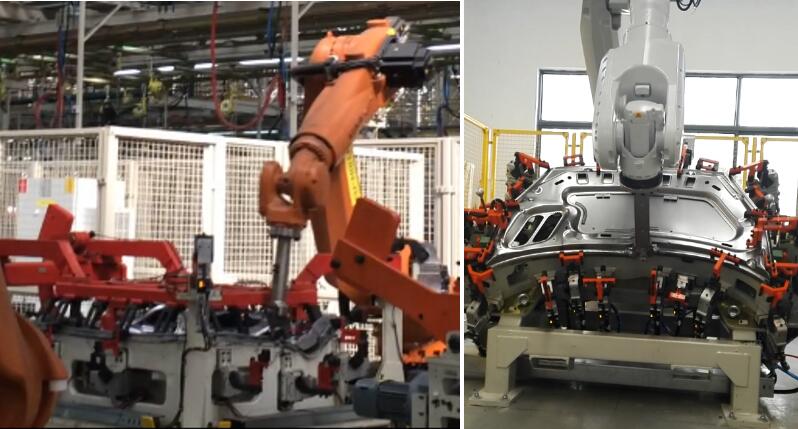
(4)機器人滾邊 由機器人手臂驅動滾輪將折邊輥壓并包裹住另一個零件,以實現裝配。包邊過程一般為兩個或三個階段完成。

機械自動包邊機如果通過傳輸裝置和機器人,把零件上線、涂膠、包邊、出件等工位連接成線,可形成車門包邊生產線或全自動生產線。根據制造情況,線可長可短。機械自動包邊機雖然有多種類型,但工作程序基本相同,即零件定位→ 壓緊→ 45°包邊→ 90°包邊。
機器人滾邊
包邊通常有壓邊和滾邊兩種實現形式。壓邊是傳統的模具包邊,使用壓力機或一些氣缸驅動壓塊將折邊壓緊,包裹另一個零件達到裝配的目的。滾邊則是采用滾輪(一般通過機器人手臂驅動)將折邊輥壓并包裹住另一個零件,以實現裝配。通過機器人滾邊,不僅可以提高零件(包邊部位)成形的外觀質量,實現外表面光整平滑,沒有壓痕、凹陷等缺陷,而且在增加整體強度和剛性的同時,還可以達到保證作業面積小、柔性化制造、縮短調試周期、設備一次性投入較小以及后期的維護維修成本低的目的。機器人滾邊技術廣泛應用于汽車車身的四門兩蓋、翼子板、天窗、C柱及輪罩上。江淮汽車某款A級車的車門窗框包邊采用的就是機器人滾邊。
1.機器人滾邊系統
機器人滾邊系統主要包括三大部分:滾邊夾具系統、滾輪系統、機器人及其控制系統。
(1)滾邊夾具系統 滾邊夾具系統是采用機器人滾邊技術進行柔性化生產的中心區域,此系統由滾邊胎模及定位夾緊部分組成(見圖1)。
胎模和夾具
圖1 胎模和夾具;
利用機器人進行滾邊時,內板件的定位夾緊方式有以下幾種方式:
1)胎模上的夾具夾緊:直接用胎模上的夾具夾緊上板件和下板件。
2)外部氣缸夾緊:外部氣缸帶動夾緊單元,壓緊工件內板。
3)上胎模夾緊:上胎模壓緊工件內板,底模上夾具壓緊上胎模。
4)擺臂式夾具夾緊:擺臂帶動夾具夾緊上板件和下板件。
5)定位抓具夾緊:利用定位抓具壓緊工件內板。
6)滾輪夾緊:兩滾輪壓緊工件,同時滾壓。
(2)滾輪系統 滾輪系統是負責折邊、滾邊的部分,由各種不同形狀的滾輪組合而成(見圖2)。由于滾邊技術本身的特點,滾邊過程一般分2~4次完成。因此滾輪通常設計為90°輪、60°輪、30°輪、成形輪和專用特殊輪。江淮汽車公司根據產品結構和生產節拍的需求,完成90°的滾邊一般分為45°包邊和90°包邊兩個階段或者30°包邊、60°包邊和90°包邊三個階段。滾頭壓緊力一般有三種調整方式,彈簧片調整、氣缸緩沖調整和彈簧調整。
滾輪系統

圖2 滾輪系統
(3)機器人及其控制系統 機器人控制系統主要用于控制滾輪的運動軌跡,以及機器人與其他相關系統之間的通信。滾邊過程由機器人抓持滾輪架執行滾邊程序,依次完成整個車門的滾邊。
2.機器人滾邊缺陷
影響包邊工藝的因素包括內外板的材料和預成形、包邊接觸面條件、包邊工具與模具及包邊缺陷等。而滾邊是一個復雜的薄板成形過程,它不同于簡單的薄板彎曲,常常伴有縮進與脹大、彈回與變形、起皺等成形缺陷產生。作為四門兩蓋類總成裝配的最后一道工藝,包邊成形質量,即尺寸準確性和表面質量問題影響整車裝配的密封性、外觀質量等重要性能。
常見滾邊缺陷類型:待折邊的終止位置在理想位置里面/外面;形狀缺陷包邊的終止位置在預定包邊線位置的下方/上方。
結語
為獲得良好的車身裝配精度和外觀質量,車門的包邊壓合工藝選擇尤為重要。

影響滾邊工藝質量主要有以下三方面因素:
(1)零件自身幾何特征因素 沖壓件翻邊高度高易起皺,翻邊高度低則會產生包不住,難以滿足產品設計要求。
(2)機器人滾邊程序編制及參數設定的合理性 滾邊壓力大會造成零件滾邊開裂,滾邊壓力小則會造成包邊過松,滾邊起皺。滾邊壓力控制不勻也易造成涂密封膠過油漆烘烤之后出現氣泡,影響滾邊零件外觀質量。滾壓速度快會導致零件滾壓部位產生起皺,滾壓速度慢會增加零件制造時間,從而提高制造成本。
(3)胎模設計及定位精度 胎模設計形式影響滾邊壓力穩定性,胎模及滾輪表面質量直接影響滾壓件外板的表面質量;定位機構的精度直接影響包邊前零件的內外板相互關系,從而影響最終包邊的質量。
