|
|
 發聯系信
發聯系信- 產品詳情

安川工業機器人專業焊接鋁合金、不銹鋼氬弧焊機器人氣體保護焊機
電弧在難熔的鎢電焊絲和工件之間產生,一般使用的保護氣體是純氬氣,送入的焊絲不帶電,既可以手送,也可以機械送,還有一些特定用途則不需要送入焊絲。被焊接的材料決定了是采用直流電還是交流電:采用直流電時,鎢電焊絲設定為負極,因為它有很深的焊透能力,對于不同種類的鋼是很合適的,但對焊縫熔池沒有任何“清潔作用&dquo;。TIG焊接法的主要優點是可以焊接大材料范圍廣,包括厚度在0.6mm及其以上的工件,材質包括合金剛、鋁、鎂、銅及其合金、灰口鑄鐵、普通干、各種青銅、鎳、銀、鈦和鉛。主要的應用領域是焊接薄的和中等厚度的工件,在較厚的截面上作為焊根焊道使用。不銹鋼TIG焊要點及注意事項:(1)采用垂直外特性的電源,直流時采用正極性(焊絲接負極)。(2)一般適合于6mm以下薄板的焊接,具有焊縫外型美觀,焊接變形量小的特點。(3)保護氣體為氬氣,純度為99.99%。當焊接電流為50~150A時,氬氣流量為8~10L/min,當電流為150~250A時,氬氣流量為12~15L/min。(4)鎢極從氣體噴嘴突出的長度,以4~5mm為佳,在角焊等遮蔽性差的地方是2~3mm,在開槽深的地方是5~6mm,噴嘴至工作的距離一般不超過15mm。(5)為防止焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。(6)焊接電弧長度,焊接普通鋼時,以2~4mm為佳,而焊接不銹鋼時,以1~3mm為佳,過長則保護效果不好。(7)對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。
(8)為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80~85°角,填充焊絲與工件表面夾角應盡可能地小,一般為10°左右。(9)防風與換氣。有風的地方,務請采取擋網的措施,而在室內則應采取適當的換氣措施。
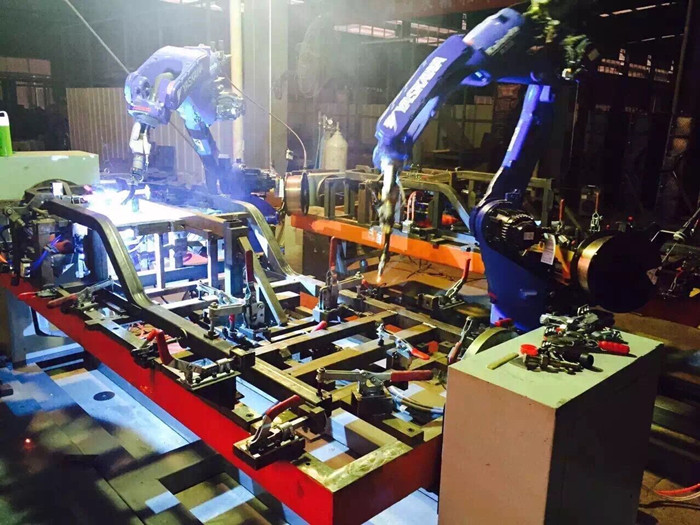
常州海寶焊接機器人有限公司致力于機器人系統集成商|機器人自動化工作站,及產品機械手銷售、技術研制、產品開發,方案設計,技術服務等。主要攜手安川motoman(莫托曼)機器人,ABB機器人,庫卡機器人等知名品牌,為各領域企業提供工業機器人生產線自動化解決方案,提供完美的工業自動化安川motoman(莫托曼)機器人焊接工作站方案。
機器人安川motoman莫托曼主要應用于:機器人管材焊接,機器人管件焊接,機器人鋁合金焊接,不銹鋼管機器人焊接,機器人冷絲薄板焊接,不銹鋼板焊接,鋁制容器/鋁制器機器人焊接,輸油管機器人焊接,自行車架機器人焊接,航空材料機器人焊接等
安川motoman(莫托曼)焊接機器人是一種高度工業自動化的焊接設備,采用機器人進行焊接,光有一臺機器人是不夠的,還必須配備外圍設備。
常規的安川焊接機器人系統由以下幾部分組成:
1、機器人本體:一般是伺服電機驅動的 6 軸關節式操作機,它由驅動器、傳動機構、機械手臂、關節以及內部傳感器等組成。它的任務是精確地保證機械手末端(焊槍)所要求的位置、姿態和運動軌跡;
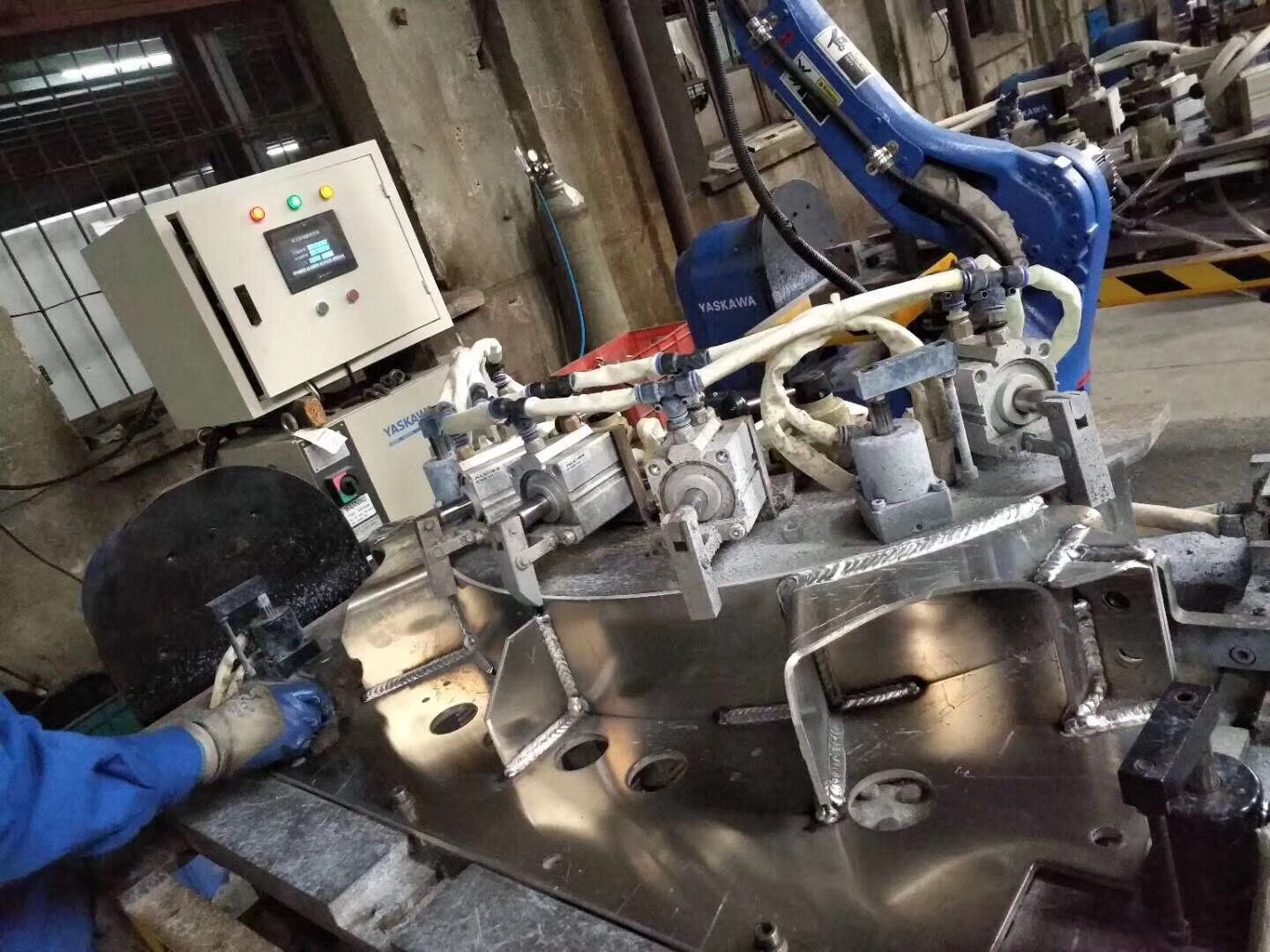
2、機器人控制柜,它是機器人系統的神經中樞,包括計算機硬件、軟件和一些專用電路,負責處理機器人工作過程中的全部信息和控制其全部動作;
3、焊接電源系統,包括焊接電源、專用焊槍等;
4、電源接口和焊接傳感器及系統安全保護設施;
5、焊接工裝夾具。
根據其工件的焊縫空間分布情況,采用簡易焊接機器人工作站或焊接變位機和機器人組合的機器人工作站。以適用于“多品種、小批量”的柔性化生產。
對于工件體積小、易輸送.且批量大、品種規格多的產品.將焊接工序細分,采用機器人與焊接專機組合的生產流水線,結合模塊化的焊接夾具以及快速換模技術,以達到投資少、效率高的低成本自動化的目的。
企業采用安川motoman(莫托曼)機器人代替手工焊接作業是焊接制造業的發展趨勢,是提高焊接質量、降低成本、改善工作環境的重要手段。
莫特曼motoman機器人焊接作為現代制造技術發展的重要標志己被國內許多工廠所接受,并且越來越多的企業首選焊接機器人作為技術改造的方案。
機器人可以安裝在地面、墻上或倒掛,可以靈活地集成到您的系統。機器人與各種焊機配套,可焊接鋼材、鋁材、銅材,鍍鋅板、電解板、履鋁鋅板等。廣泛用于汽車、摩托車、自行車、鋼制家具、運動及健身器材、鈑金等行業的焊接領域。常州海寶機器人有限公司愿為廣大客戶提供適合您企業的完美焊接系統方案。