|
|
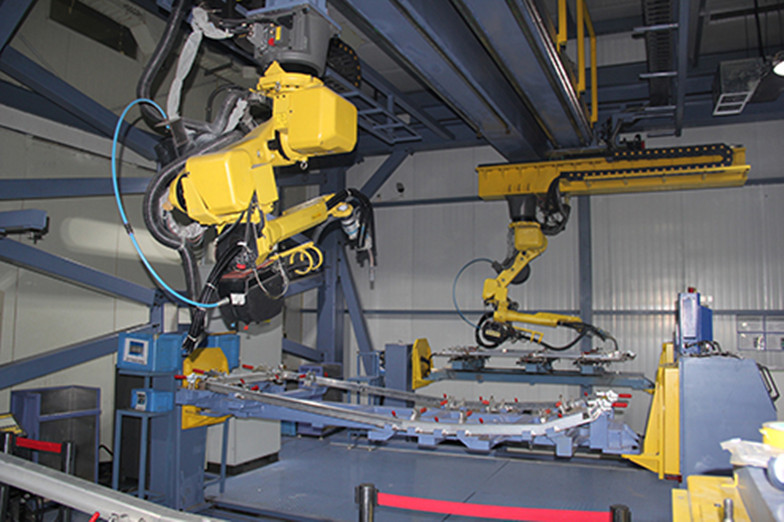
塞拉門機器人焊接
l 龍門雙機器人倒裝機構+M型頭尾架變位機,16軸聯動系統;
l 系統一元化控制,16軸聯動;
l 可實現最大4米*2米工件焊接能力;
l 機器人FANUC-M-20iA/10L,焊接電源伊薩350A;
l 機器人6軸,負載10kg,最大運動半徑2009mm;
l 帶起始點尋位功能和電弧跟蹤、多層多道焊接功能;...
發布日期:2019/11/28
 發聯系信
發聯系信- 產品詳情
海寶公司導航頁:ABB機器人發那科機器人 OTC機器人安川機器人
常州海寶焊接機器人機械手在軌道交通行業 自動化焊接鋁合金門框 塞拉門框焊接機器人工作站 地鐵門焊接機器人 風擋 中頂板 鋁合金焊接機器人視頻案例:
常州市海寶焊割有限公司是一家全世界首條高鐵門系統鋁焊接生產線
生產廠家,產品有:塞拉門機器人焊接工作站,地鐵門自動焊接機器人多少錢,自動焊接機器人品牌,進口焊接機器人,最好的焊接機器人,蘇州機器人焊接,泰州焊接機器人,自動焊機器人,國產焊接機器人品牌,焊接機器人培訓,自動焊接機器人上海,焊接機器人解決方案的生產廠家,海寶強大的工程師團隊為您盡心服務。邵經理:177-5158-3908。
l 龍門雙機器人倒裝機構+M型頭尾架變位機,16軸聯動系統;
l 系統一元化控制,16軸聯動;
l 可實現最大4米*2米工件焊接能力;
l 機器人FANUC-M-20iA/10L,焊接電源伊薩350A;
l 機器人6軸,負載10kg,最大運動半徑2009mm;
l 帶起始點尋位功能和電弧跟蹤、多層多道焊接功能;

- 塞拉門弧焊機器人工作站的以某公司手工焊接的塞拉門鋁鎂硅合金框架為研究對象在FANUC工業機器人本體及輔助裝置基礎上進行塞拉門鋁鎂硅合金框架弧焊機器人工作站的開發研究焊縫自動跟蹤技術、焊接溫度場實時檢測技術等以保證焊接質量。

關鍵詞塞拉門鋁鎂硅合金弧焊機器人中圖分類號文獻標識碼文章編號—焊接機器人是在工業機器人的基礎上發展起來的先進焊接設備由焊接專機開始到焊接機器人、焊接機器人工作站直到目前的焊接柔性生產線。
國際上越來越廣泛的采用焊接機器人系統代替人工焊接。
焊接機器人生產的柔性、焊接工藝的優越性對勞動強度和工作進程的改善對產品質量的提高以及縮短工作時間提高工作效率和降低成本逐漸為人們所認識和接受。
美國的卡特比勒、瑞典的沃爾沃、德國的利渤海爾、寶瑪格等公司均大量采用焊接柔性生產線而日本的本田、鈴木、雅馬哈等摩托車行業幾乎全部采用焊接機器人生產主要結構件。
在焊接生產領域中應用焊接機器人已成為一個國家焊接技術和焊接自動化水平的重要標志。
弧焊機器人在汽車、摩托車、通用機械、金屬結構件、城軌車輛等諸多行業中都有廣泛的應用。
然而塞拉門鋁鎂硅合金框架弧焊機器人工作站在國內城市軌道及高速列車塞拉門行業中的應用尚未見報導。
國內城市軌道車輛、高速列車的迅猛發展使得塞拉門生產逐年猛增品種不斷翻新但鋁鎂硅合金框架等主要零部件仍為手工焊接對工人技術水平要求頗高效率低焊接質量欠佳優質品率低是制約我國塞拉門產品升級的關鍵技術。
鋁鎂硅合金框架弧焊機器人工作站的建立和完成使收稿日期—

企業塞拉門設計制造的技術達國內領先水平。
同類產品國外造價過高故研發此鋁鎂硅弧焊機器人工作站可使國產塞拉門產品具有國際競爭力使塞拉門生產實現占領國內市場進軍國際市場的目標由此可產生顯著的社會效益和經濟效益。
工藝分析焊接基本條件塞拉門鋁合金框架焊接組件圖如圖所示焊接基本條件為洱’三一鰣焊縫序號為順時針皿、噸Ⅱ”圖塞拉門鋁合金框架焊接組件圈焊接工件材料鋁鎂硅合金焊縫形式角接或對接焊縫。
工藝方案研究考慮康尼公司塞拉門生產的品種、型號、規格、批量特點及經濟上的可行性工藝路線設置為手工上料、機器人自動焊接、手工下料三個工序。
焊接機器人工作站主要由兩套伺服控制頭位架變位機、兩套焊接可翻轉夾具、一套機器人本體、焊接控制圖焊接機器人工作站焊接示意圖系統及移動滑臺等組成即系統具有如下特點節拍的緊湊性。
該系統具有兩個裝夾工作臺操作者在機器人對其中一個工作臺上的工件進行焊接時可完成另一工作臺上的工件的裝夾體現了系統節拍的緊湊性。
塞拉門型號規格改變時只須對焊接機器人工作站的作業文件進行修訂即可。
防護可靠性。
系統采用整體防護安全可靠。
在機器人焊接時在電弧與操作者之間有可升降的遮光板避免電弧上傷害操作者的眼睛。
焊接機器人工作站焊接示意圖如圖。
焊接節拍計算機器人焊接節拍分析的依據見表焊接速度‖焊接輔助時間每條焊縫取秒包括機器人兩次加減速時間及空程運動時間、起弧時間、收弧時間頭位架變位機翻轉時間秒。
由于提供資料有限故節拍分析為估算值估算依據焊縫條數條、每條焊縫長度。
表節拍計算焊縫數焊縫焊接輔助手工焊接總長度時間時間上料節拍條”秒秒秒秒輔助時間包括系統響應、翻轉換位手工上料下料時間計算略。
生產效率計算生產效率計算依據年有效工作日天單班工作日每班小時設備利用率。
工作站年單班產量××件年工作站配置根據以上分析工作站平面布置見圖。 
系統運作程序操作者在樣工作臺裝夾工件后給出指令機器人動作轉身至焊接位置遮光板升高機器人開始按照作業文件執行焊接命令完成面的焊接位伺服控制頭位架變位機與焊接可翻轉夾具進行工件的翻轉、裝夾弧焊機器人進行面的焊接在、步驟進行時操作者在工作臺工件的裝夾遮光板升高弧焊機器人完成面的焊接對焊槍嘴進行清理為下一個工作周期做準備接著重復—運作步驟焊接工作臺的工件同時卸下位上已完成焊接的工件并裝夾另一工件。
主要設備分析弧焊機器人本體——。
驅動交流伺服電機。
控制方式絕對值編碼器。
自由度。
重復定位精度±。
負載能力。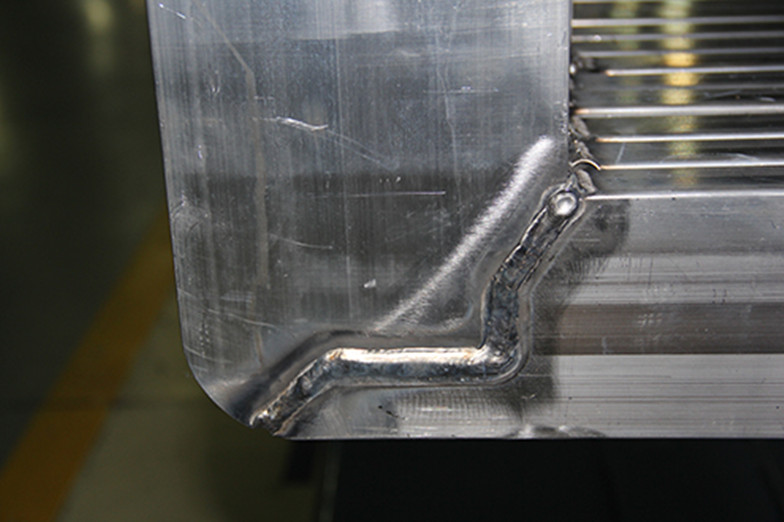
機器人控制柜。
運動控制包括機器人本體的運動控制、外部軸運動控制、周邊作業裝置控制。
焊接參數控制焊接電源的電壓控制、焊接電流控制多方式起弧、收弧控制焊接參數的自動提示功能。
控制裝置的主要功能。
示教方式示教盒程示數。
控制方式點位運動控制、軌跡運動控制。
序號
項目
內容
1
基本配置
龍門雙機+X、Y方向行走+四工位H型頭尾架變位機)
2
完焊率
100%
3
節拍
30min/件
4
焊接電源
奧地利福尼斯TPS4000